防弾ベストや宇宙服にも使われている、鉄より強いスーパー繊維。
同シリーズのキズノンシートより強靭なスーパー繊維を伸縮のあるニット編みにすることで、耐久性が飛躍的にアップしました。
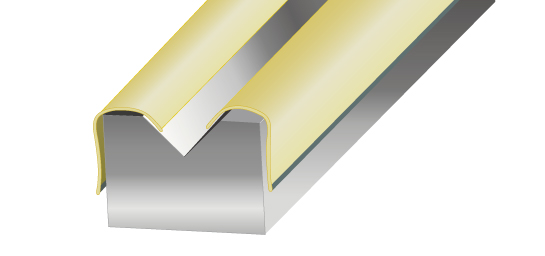
伸縮する高密度のニット編みスーパー繊維がVミゾ下部に引き込まれる伸びを吸収し、シートの千切れを防ぎます。
さらに切れにくくなり、SUS1.5t、鉄3.2mm以上の厚物曲げに特に適しています。
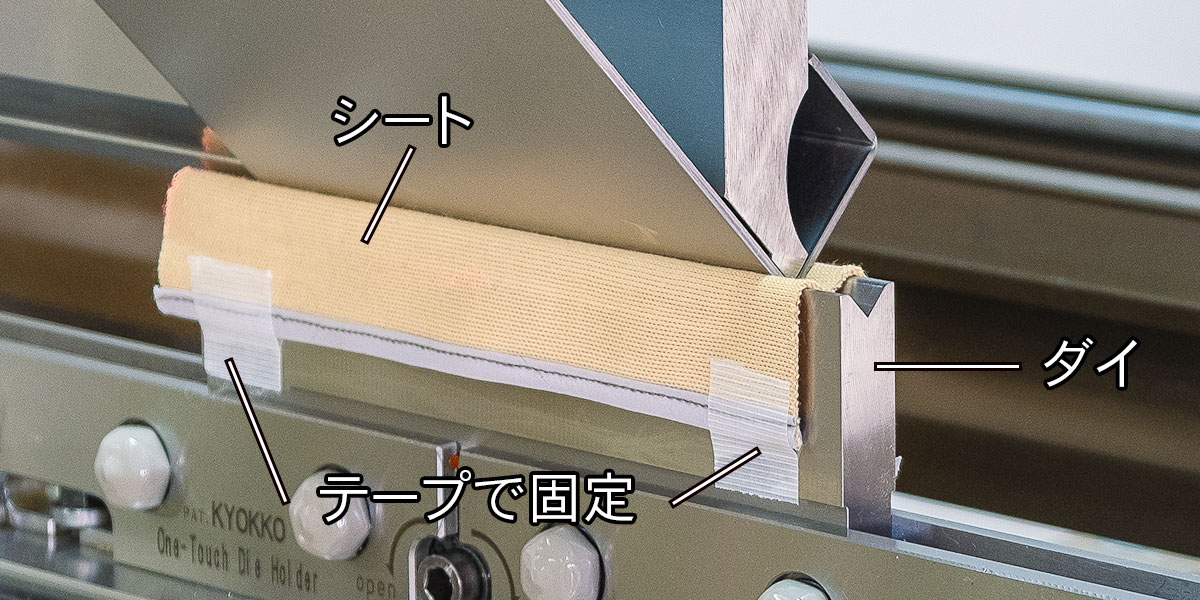
シートを、ダイのVミゾにしわのないようかぶせ、前後をテープで固定します。傷んだ部分をずらして使っていくことで、くり返し使用できます。
シートの厚みは1.0mmですが、加圧時は約0.1mmに圧縮されるため、V幅を広げることなく使用できます。
ミゾ幅が広いダイに使用する場合は、ダイの両側からVの肩部へシートをかけます。シートが傷んだらVの内側へ送り込んで使用することで、経済的にご使用できます。

| SUS | 鉄 | アルミ |
|---|---|---|
| 0.8~6.0mm | 0.8~9.0mm | 0.8~12.0mm |
| 型番 | 寸法 | 加圧時厚み |
|---|---|---|
| S-05II | 幅100mm×厚み1.0mm×長さ5M | 約0.1mm |
| S-10II | 幅100mm×厚み1.0mm×長さ10M | 約0.1mm |
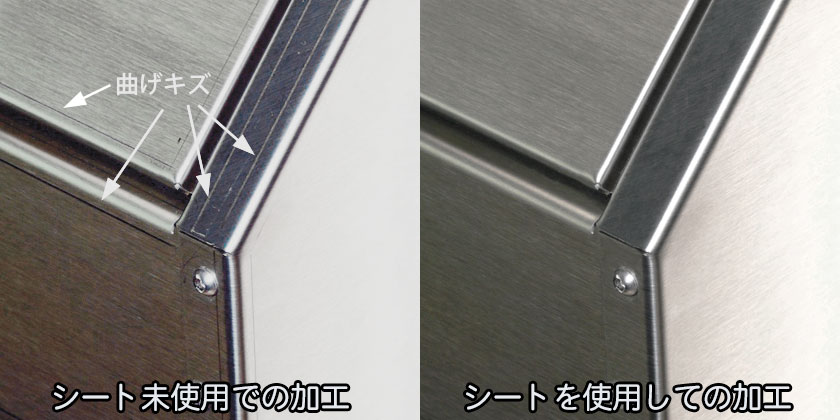
すべてのテスト結果はワークへの曲げキズはありません。
| 材質 | 板厚 | 使用ダイ | 曲げ長さ | 曲げ回数 | シートの状態 |
| SUS | t1.5 | V6 肩R0.4 | L200 | 183回 | 全く破れず継続使用可能(ワークにシート編み目の厚痕あり) |
| SUS | t1.5 | V10 肩R2 | L200 | 60回 | 全く破れず継続使用可能 |
| SUS | t6.0 | V40 肩R4 | L200 | 25回 | 全く破れず継続使用可能 |
| SUS | t3.0 | V25 肩R3 | L200 | 181回 | 全く破れず継続使用可能 |
鉄の数倍の強度を持つスーパー繊維を使用し、2倍以上の伸縮性を持たせた「ニット編みシート」を、 写真のようにVミゾの上にピンと引っ張るようにして前後をテープで固定します。
こうすることで、シート上に置いた板材を前後に移動させても、 シートがずれて動くことはありません。
曲げ作業の際、シートがV底に向かって伸び、曲げた後は元に戻ります。常にピンと張った状態を保ち、接着テープが引っ張られて剥がれることもなく、安定した曲げ作業が可能です。

伸縮する「ニット編みシート」の最大の効果として、板材を曲げる際にシートがVミゾの両肩で固定されていても、 V底に向かって伸びる量が非常に多いため、Vミゾ両肩部にシートを引きちぎる力がかかりません。これが高耐久を生む最大の要因です。
伸縮性のないシートは、板材を曲げ始めてVミゾ両肩に数トンの大きな力がかかると、シートが肩部で固定されます。
その後、さらに曲げていくと、板材はシートの上を滑りながらV底に向かって曲がっていきますが、シートは肩部で固定されたまま、板材に押されてV底に向かって伸びます。
そして、シート素材の伸びの限界点を超えると、両肩部から引きちぎれてしまいます。
これは、鉄の数倍の強度を持つシート素材であっても、伸び率がわずか5%程度しかないこと、 また繊維と鉄の密度の違いから、板材と一緒に滑ってV底へ向かわないためです。
また、伸縮性のないシートはVミゾの上にピンと張ることができないため、曲げ加工のたびにシートが動いてしまい、安定した作業ができません。
加えて、シートを同じ位置でくり返し使うという経済的な使い方ができないことにより、ランニングコストも高くついてしまうのです。
 東栄工業株式会社
東栄工業株式会社