東栄工業株式会社
東栄工業株式会社デジタルCRノギス PAT.
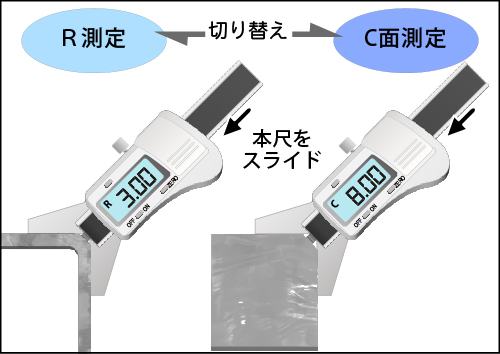
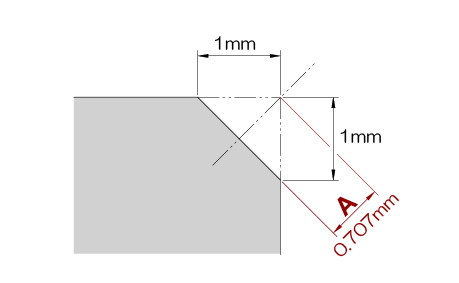
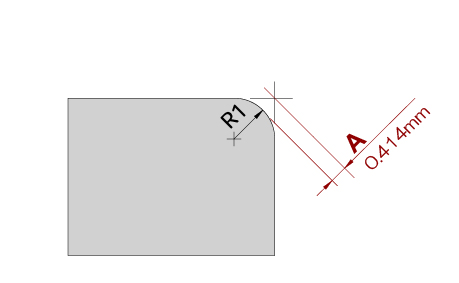
C面とR面の絶対測定!
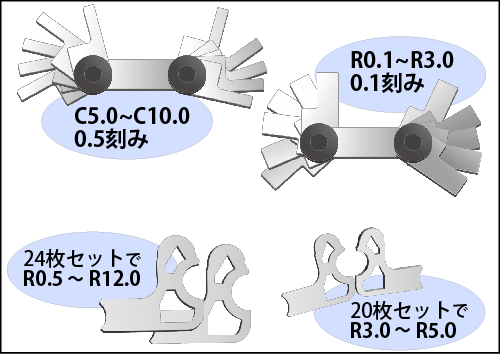
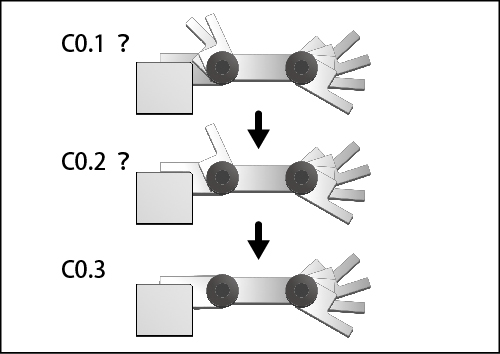
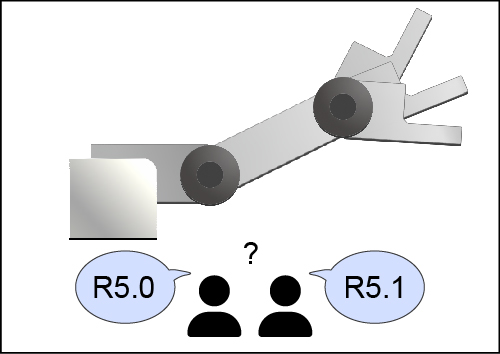
C面ゲージやラジアスゲージによる目測から正確な数値測定へ
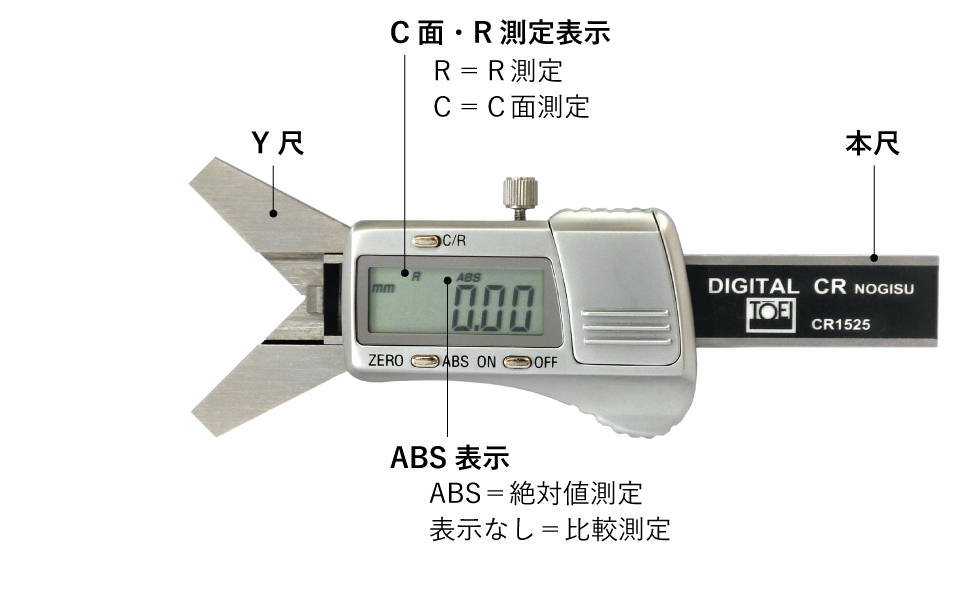
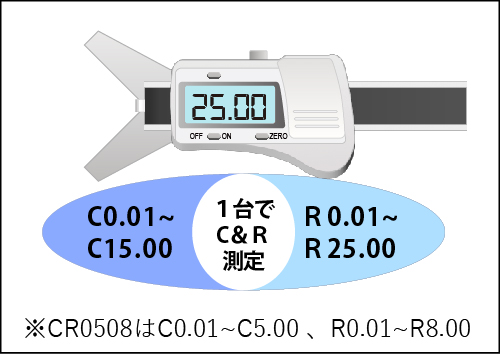
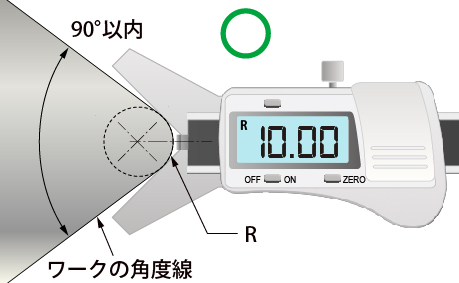
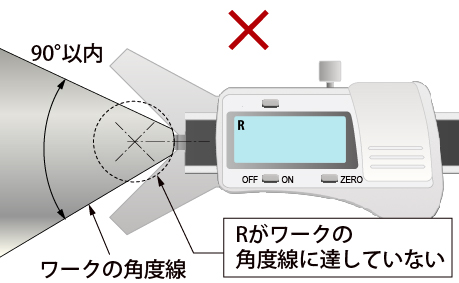
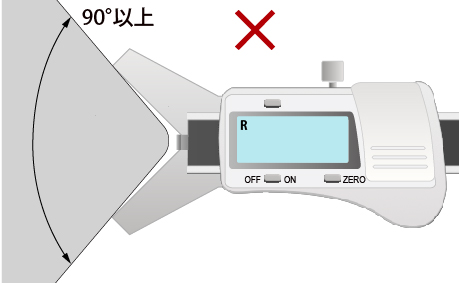
- C面測定・R測定のデジタル化により正確な数値測定が可能。
- C面測定、R面測定はボタン操作で簡単に切り替えできます。
- 測定値は三角関数で演算表示されるため直読できます。
- ボタン操作で『絶対値測定』とプラスマイナスの測定ができる『比較測定』が可能。
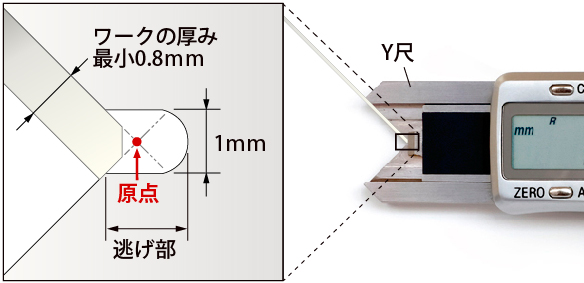
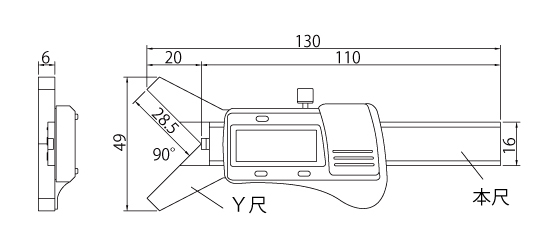
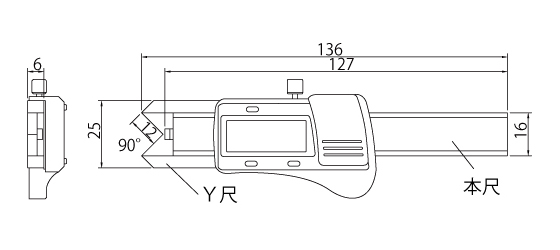
- Y尺の厚みが6mmあるため、安定した測定ができます。
- 絶対値校正用マスターゲージ付き。